HAL VIBROCOMPACTOR
State of the art anode production technology
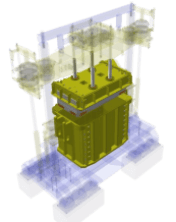
The vibrocompactor is the main component in the forming stage of the green anode in the paste plant. The paste for an anode is compressed in the vibrocompactor by dynamic and static mechanical forces.
The HAL vibrocompactor has been developed since 1959 and today the input of dynamic force is integrated to the cover weight (the vibrating mass on top of the anode paste). This results in more effective vibration and short vibration time. The feeding of paste is done from 2 hoppers in stationary position with minimal filling time of the mould. Production capacity is 36 anodes/hour at 22 s vibration time.
The compactor has few movable parts and the maintenance and operation cost is very low. Availability factor is measured to 99,5% over 5 years.

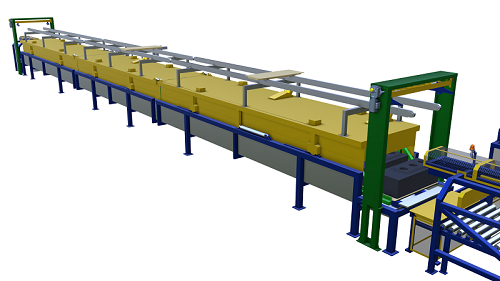
COOLING CONVEYOR
After shaping and compression of the carbon paste, the anode is still warm and soft, and need to be cooled for achieving hardness for handling.
The cooling conveyor is placed inside a chassis with trough shaped bottom for collecting the used water, the chassis is formed like a tunnel. The conveyor is operating according the walking beam principle. After forming the anode, they are pushed onto a pallet. The pallet with anode enters the colling tunnel and are step by step brought through the tunnel while water is sprayed continuously for cooling the anode.
At the end of tunnel, the temperature of anode has dropped and necessary hardness for handling the anode is obtained. At the exit, the anode is rotated and pushed off the pallet for longitudinally relocation and transport on a roller conveyor.
The empty pallets are simultaneously lifted and returned to initial position by a conveyor and are prepared for loaded up for a new cycle. The cooling tunnel is hydraulic operated, and the process is continuous and fully automated.
The Storvik cooling conveyors is robust and designed for easy access to all components and maintenance